 English
English 中文简体
中文简体 Deutsch
Deutsch عربى
عربىAuf alle Fragen und Rückmeldungen von Kunden antworten wir geduldig und gewissenhaft.
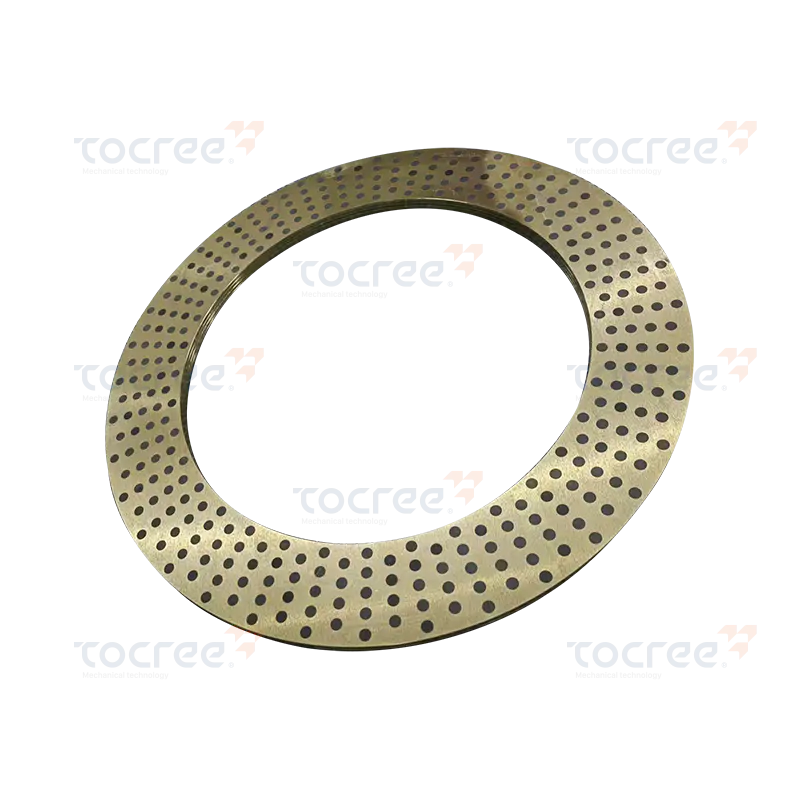
Materialstruktur: Aluminiumgussbronze CuZn25Al6Fe3Mn3, mit Graphiteinsatz. Anwendungs...
Eine Aluminiumbronze-Buchse – auch Aluminiumbronze-Gleitlager oder Aluminiumbronze-Gleitlager genannt – ist eine zylindrische Gleitlagerkomponente, die aus Kupfer-Aluminium-Legierungen hergestellt wird, die typischerweise 8–12 % Aluminium sowie geringe Mengen Eisen, Nickel oder Mangan enthalten. Diese Lager werden in Gehäuse eingepresst oder bearbeitet, um eine reibungsarme, verschleißfeste Schnittstelle zwischen rotierenden oder gleitenden Wellen und ihren Stützstrukturen bereitzustellen.
Im Gegensatz zu Wälzlagern sind Aluminium-Bronze-Buchsen auf einen dünnen Schmierfilm – oder im Fall von Varianten mit Graphiteinbettung auf Festschmierstoff – angewiesen, um die Reibung zwischen den Passflächen zu reduzieren. Ihre dichte, feinkörnige Mikrostruktur verleiht ihnen im Vergleich zu Zinnbronze- oder Messingalternativen eine überlegene mechanische Festigkeit, was sie zur bevorzugten Wahl für Anwendungen mit hoher Belastung und mittlerer Geschwindigkeit in der Schwerindustrie, im Schiffsbau und bei Baumaschinen macht.
Aluminiumbronzelager sind kein einzelnes Material – sie umfassen eine Familie kupferbasierter Legierungen, die unter Bezeichnungen wie CuAl10Fe3, CuAl10Ni5Fe4 und C95400/C95500 (ASTM) standardisiert sind. Jede Sorte ist so konzipiert, dass sie Härte, Korrosionsbeständigkeit und Bearbeitbarkeit für bestimmte Betriebsbedingungen in Einklang bringt.
| Legierungsgrad | Al % | Fe / Ni % | Zugfestigkeit (MPa) | Härte (HB) | Typische Verwendung |
| C95400 (CuAl10Fe3) | 10–11.5 | 3–5 Fe | 620 | 170–210 | Allgemeine Industriebuchsen |
| C95500 (CuAl10Ni5Fe4) | 10–11.5 | 4–5 Fe, 4–5,5 Ni | 760 | 200–240 | Marine, Offshore, Schwermaschinen |
| CuAl8Fe3 (niederes Al) | 7–9 | 2–4 Fe | 500 | 120–160 | Leichtere Gleitlager |
| In Graphit eingebettete Al-Bronze | 9–11 | Variiert | 550–700 | 160–200 | Selbstschmierende Anwendungen |
Nickelzusätze in Sorten wie C95500 verbessern die Korrosionsbeständigkeit in Meerwasser und sauren Umgebungen erheblich, während Eisen die Kornstruktur verfeinert und die Verschleißfestigkeit erhöht. Die Auswahl der richtigen Sorte von Anfang an verhindert einen vorzeitigen Lagerausfall und reduziert die Wartungskosten über die Lebensdauer der Maschine.
Die Aluminiumbronze-Graphitbuchse ist eine spezielle Variante, bei der zylindrische oder rautenförmige Stopfen aus hochreinem Graphit – manchmal kombiniert mit Molybdändisulfid (MoS₂) – in präzise bearbeitete Löcher gepresst werden, die über die Lageroberfläche verteilt sind. Wenn sich die Welle dreht oder hin- und herbewegt, schert sie mikrodünne Graphitschichten von diesen Stopfen ab und lagert einen kontinuierlichen trockenen Schmierfilm sowohl auf der Bohrungsoberfläche als auch auf der Welle ab.
In vielen anspruchsvollen Umgebungen ist eine herkömmliche Öl- oder Fettschmierung unpraktisch oder unzureichend. Graphitgefüllte Aluminiumbronzelager sind die technische Antwort auf mehrere reale Einschränkungen:
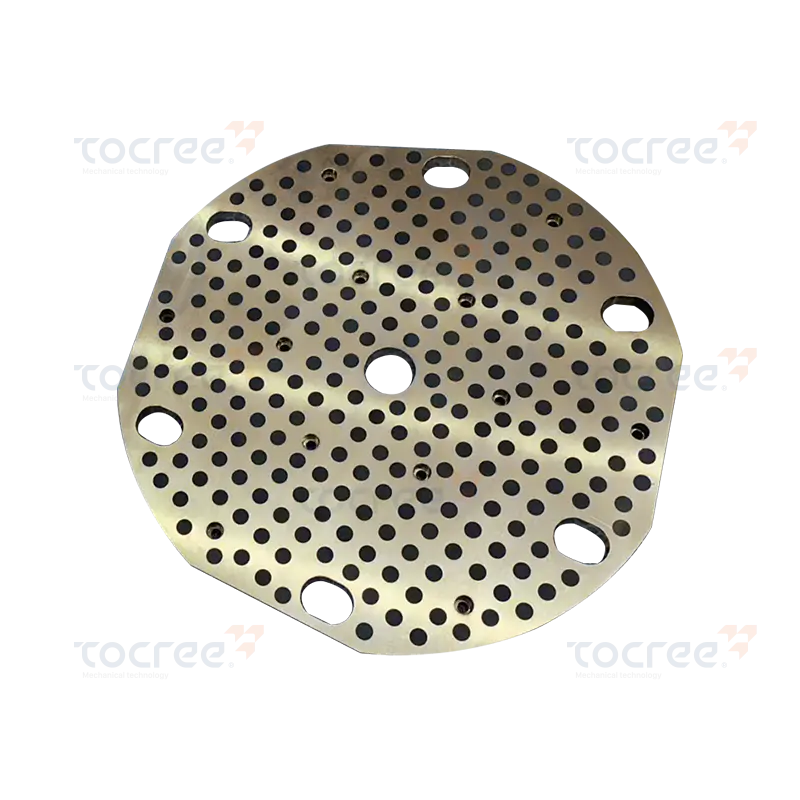
Das Muster, die Größe und die Tiefe der Graphitstopfen werden auf der Grundlage des PV-Werts (Druck × Geschwindigkeit) des Lagers entwickelt. Eine höhere PV-Leistung erfordert eine größere Graphitabdeckung – typischerweise 20–30 % der Oberfläche der Lagerbohrung. Die Durchmesser der Stopfen liegen üblicherweise zwischen 6 mm und 12 mm und sie werden mit einer leichten Presspassung eingesetzt, um während des Betriebs dauerhaft verankert zu bleiben. Einige Premium-Designs verwenden eine Fischgräten- oder Helix-Anordnung, um eine vollständige Schmierfilmverteilung über die gesamte Schaftlänge sicherzustellen.
Das Verständnis des Eigenschaftsprofils von Gleitlagern aus Aluminiumbronze hilft Ingenieuren, genaue Vorhersagen über die Lebensdauer zu treffen und geeignete Sicherheitsmargen in Konstruktionsberechnungen auszuwählen.
| Eigentum | Typischer Wert (C95400–C95500) |
| Dichte | 7,45–7,65 g/cm³ |
| Zugfestigkeit | 620–760 MPa |
| Streckgrenze | 250–380 MPa |
| Härte | 170–240 HB |
| Maximale statische Belastung (MPa) | Bis zu 80 MPa (Graphittyp: 60 MPa) |
| Maximale Betriebstemperatur | 250°C (Graphittyp: bis 400°C) |
| Wärmeleitfähigkeit | ~50 W/m·K |
| Reibungskoeffizient (trocken, Graphit) | 0,08–0,20 |
| Korrosionsbeständigkeit | Hervorragend geeignet für Meerwasser, Säuren und Laugen |
Die relativ hohe Wärmeleitfähigkeit von Aluminiumbronze ist ein wesentlicher Vorteil bei Gleitlageranwendungen: Die an der tribologischen Grenzfläche erzeugte Wärme wird effizient durch den Buchsenkörper in das Gehäuse abgeleitet und verhindert so ein thermisches Durchgehen, das zu Riefenbildung oder Festfressen auf Stahlwellen führen kann.
Aluminiumbronze-Buchsen und Gleitlager können je nach Größe, Menge und Leistungsanforderungen auf verschiedenen Wegen hergestellt werden:
Die gebräuchlichste Methode zur Herstellung zylindrischer Buchsen. Geschmolzene Aluminiumbronze wird in eine sich schnell drehende Form gegossen, und die Zentrifugalkraft treibt das dichtere Material nach außen, wodurch ein nahezu endkonturnahes Rohr mit einer dichten, porösitätsfreien Außenwand entsteht, das sich ideal für den Einbau in ein Presssitzgehäuse eignet. Anschließend wird die Innenbohrung mit engen Toleranzen (typischerweise H7/h6- oder H8/f7-Passungspaare) fertigbearbeitet.
Wird für große Buchsen mit komplexer Geometrie, Flanschhülsen oder kundenspezifische Teile mit geringem Volumen verwendet. Sandguss ermöglicht dickwandige Abschnitte und integrierte Flansche, während Feinguss eine höhere Maßgenauigkeit bei endkonturnahen Profilen erreicht und die Bearbeitungszugabe verringert. Bei diesen Methoden ist die Porosität ein größeres Problem; Die Nachprüfung mittels Ultraschall oder Farbeindringprüfung ist bei kritischen Anwendungen gängige Praxis.

Stranggegossene Stangen oder Rohre aus Aluminiumbronze bieten über den gesamten Querschnitt hinweg äußerst gleichmäßige mechanische Eigenschaften. Dies ist das bevorzugte Rohmaterial für die CNC-bearbeitete Buchsenproduktion in mittleren bis großen Stückzahlen und bietet eine hervorragende Maßwiederholbarkeit und Materialkonsistenz von Charge zu Charge.
Für Anwendungen, die höchste mechanische Festigkeit erfordern – wie z. B. schwere Hydraulikzylinderstangenführungen oder eingepresste Drehzapfen – erreicht warmgeschmiedete Aluminiumbronze durch Bearbeitung der Mikrostruktur eine hervorragende Zugfestigkeit und Schlagfestigkeit. Geschmiedete Rohlinge werden anschließend CNC-bearbeitet auf Endmaß und bei Bedarf mit Graphitstopfen gefüllt.
Die Kombination aus hoher Belastbarkeit, Korrosionsbeständigkeit und Vielseitigkeit der Schmierung macht Aluminiumbronze-Buchsen und -Gleitlager zur Standardlösung in einer Vielzahl von Branchen:
Die Auswahl des richtigen Lagers erfordert die Bewertung mehrerer voneinander abhängiger Parameter. Eine überstürzte Ausführung dieses Schritts führt zu unterdimensionierten Lagern, beschleunigtem Verschleiß oder einem katastrophalen Ausfall. Verwenden Sie den folgenden Entscheidungsrahmen:
Der PV-Wert (Lagerdruck P in MPa multipliziert mit der Gleitgeschwindigkeit V in m/s) ist der primäre Konstruktionsparameter für jedes Gleitlager. Aluminiumbronze-Buchsen sind für maximale PV-Werte ausgelegt, die typischerweise im Bereich von 0,5–2,0 MPa·m/s bei Trocken-/Graphitschmierung und bis zu 5–10 MPa·m/s bei kontinuierlicher Ölschmierung liegen. Das Überschreiten des PV-Grenzwerts erzeugt überschüssige Reibungswärme, die den Verschleiß exponentiell beschleunigt.
Wenn Fett oder Öl zuverlässig zugeführt werden kann und die Betriebstemperatur unter 150 °C bleibt, ist ein Standard-Gleitlager aus Aluminiumbronze mit Ölnut oder Schmiernippel geeignet. Wenn das Lager Temperaturen über 200 °C, Wasser oder Chemikalien, unzugänglichen Stellen oder sehr langsamen Schwingbewegungen ausgesetzt ist, empfehlen wir eine Aluminium-Bronze-Buchse mit Graphitstopfen. Bestätigen Sie beim Lieferanten immer die Graphitstopfenabdeckung (%) basierend auf Ihrem berechneten PV-Wert.
Aluminiumbronze-Buchsen werden normalerweise mit einer Presspassung (üblich ist H7/p6) in das Gehäuse eingepresst, wodurch sich die Bohrung leicht verschließt. Geben Sie immer den fertigen Bohrungsdurchmesser nach dem Pressen an – nicht die freie Bohrung. Die Wellenoberflächenbeschaffenheit sollte bei ölgeschmierten Lagern Ra 0,4–0,8 µm und bei graphitgeschmierten Varianten Ra 0,8–1,6 µm betragen. Härtere Wellenmaterialien (mindestens 45 HRC für stark beanspruchte Anwendungen) reduzieren die Verschleißraten erheblich.
Für allgemeine Industrieanwendungen in sauberen oder leicht korrosiven Umgebungen ist C95400 (CuAl10Fe3) kostengünstig und weit verbreitet. Für Meeres-, Offshore- oder chemisch aggressive Umgebungen empfehlen wir C95500 (CuAl10Ni5Fe4) wegen seiner hervorragenden Korrosionsbeständigkeit. Für Anwendungen mit gleichzeitig hoher Belastung und erhöhter Temperatur sollten Sie wärmebehandeltes oder geschmiedetes C95500 mit Graphitstopfen in Betracht ziehen, um eine optimale kombinierte Leistung zu erzielen.
Auch selbstschmierende Aluminiumbronze-Graphitbuchsen profitieren von einer regelmäßigen Inspektion. Durch die Überwachung des Verschleißes können Fehlausrichtungen, Überlastungen oder Verschmutzungsprobleme frühzeitig erkannt werden, bevor sie zu Wellenschäden führen – deren Reparatur immer teurer ist als der Austausch einer verschlissenen Buchse.
Unter korrekten Betriebsbedingungen – angemessene PV-Belastung, ausreichende Schmierung, korrekter Sitz und ein kompatibles Wellenmaterial – liefern Aluminiumbronze-Gleitlager routinemäßig eine Lebensdauer von 10.000 bis 50.000 Betriebsstunden. In Graphit eingebettete Varianten in gut konzipierten Pivot-Anwendungen mit niedriger Drehzahl können über 20 Jahre lang wartungsfrei betrieben werden, was ihre weit verbreitete Verwendung in der Infrastruktur und im Schwermaschinenbau erklärt, wo die Gesamtbetriebskosten über Jahrzehnte hinweg die wichtigste technische Kennzahl sind.

Materialstruktur: Aluminiumgussbronze CuZn25Al6Fe3Mn3, mit Graphiteinsatz. Anwendungs...
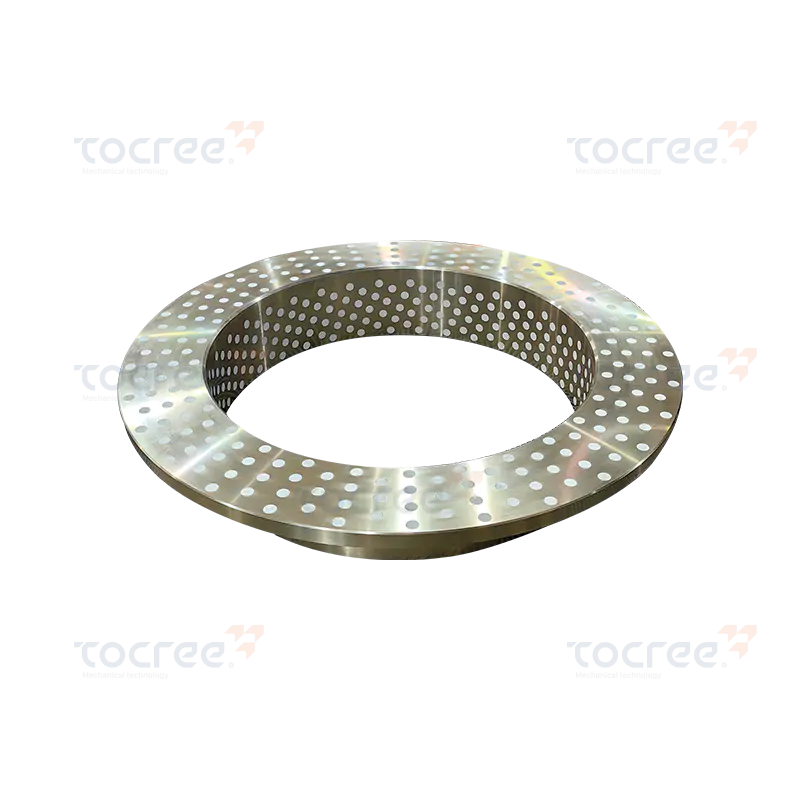
Feste selbstschmierende Kupferringe sind Hochleistungskomponenten, die durch Präzisionsbearbeitun...

Die achteckige Buchse aus CuSn6Zn6Pb3 (Zinnbronze) und Graphit-Präzisionsbearbeitung ist ein selb...
Die PTFE-Einflansch-Vollselbstschmierkupferhülse ist ein mechanisches Hochleistungsbauteil. Es wi...

Das selbstschmierende Einflanschlager (mit Graphiteinbettung) ist eine leistungsstarke, solide, s...
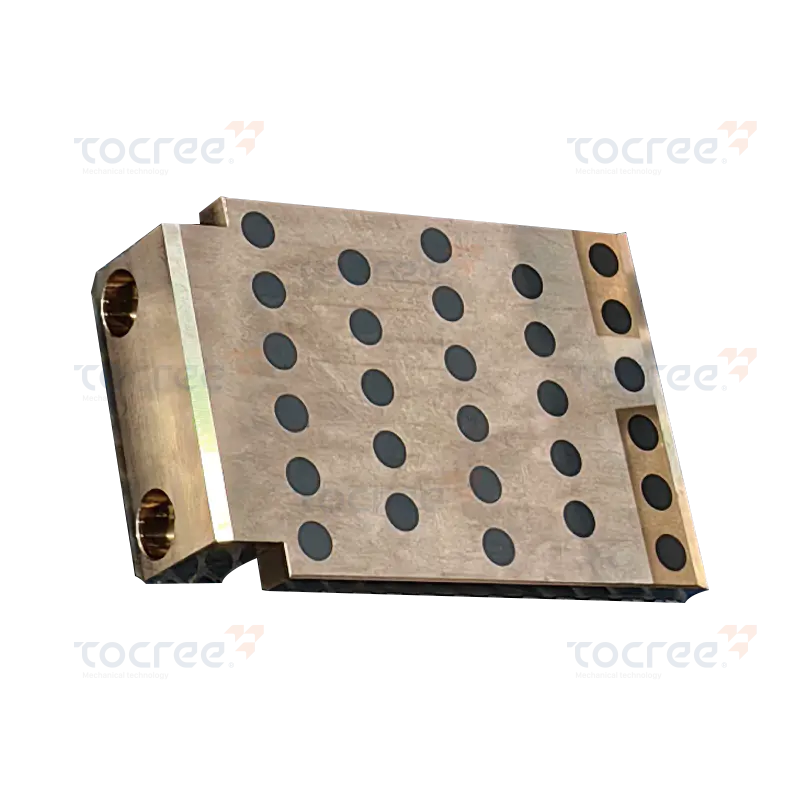
Der L-förmige feste selbstschmierende Schieber wird durch Einbetten von hochreinem Graphit-Festsc...

Diese kugelförmige selbstschmierende Kupferhülse besteht aus hochfestem Messing als Grundmaterial...
Die Graphitdichtung auf Kupferbasis besteht aus einer hochwertigen Kupfer-Zink-Legierung als Grun...
Urheberrecht © 2025 Jiashan Tocree Machinery Co., Ltd. Alle Rechte vorbehalten.
