 English
English 中文简体
中文简体 Deutsch
Deutsch عربى
عربىAuf alle Fragen und Rückmeldungen von Kunden antworten wir geduldig und gewissenhaft.
Materialstruktur: Aluminiumgussbronze CuZn25Al6Fe3Mn3, mit Graphiteinsatz. Anwendungs...
Ein selbstschmierendes Flanschlager ist ein Gleitlager, das zwei wichtige Konstruktionsmerkmale in einer einzigen Komponente vereint: einen Flansch – einen sich radial erstreckenden Kragen an einem Ende des Lagers – der für axiale Positionierung und Tragfähigkeit sorgt, und eine selbstschmierende Auskleidung oder ein selbstschmierendes Material, das während des Betriebs den Bedarf an externem Fett oder Öl überflüssig macht. Die Innenbohrung des Lagers stützt eine rotierende oder oszillierende Welle radial, während der Flansch an einer Gehäusefläche oder -schulter anliegt, um axialen Kräften standzuhalten und zu verhindern, dass das Lager während des Gebrauchs entlang der Wellenachse wandert. Die selbstschmierende Eigenschaft entsteht durch Festschmierstoffe, die in die Lauffläche des Lagers eingebettet, imprägniert oder mit dieser verbunden sind – typischerweise PTFE (Polytetrafluorethylen), Graphit, Molybdändisulfid (MoS₂) oder ölimprägnierte Sinterbronze – die während des Betriebs kontinuierlich einen dünnen Schmierfilm auf die Gegenoberfläche der Welle übertragen, ohne dass eine externe Schmierung erforderlich ist.
Diese Komponente wird auch als selbstschmierendes Flanschbuchsenlager, ölfreies Flanschlager oder wartungsfreies Flanschlager bezeichnet und löst eine der hartnäckigsten Herausforderungen in der mechanischen Konstruktion: Wie soll eine Welle oder ein Drehzapfen an einer Stelle gestützt werden, an der eine regelmäßige Schmierung schwierig, unpraktisch oder unmöglich ist? Von Aufhängungsgelenken für Kraftfahrzeuge und Gelenken für landwirtschaftliche Maschinen bis hin zu Förderbändern für die Lebensmittelverarbeitung und medizinischen Präzisionsgeräten: selbstschmierende Flanschlager ermöglichen einen zuverlässigen, wartungsfreien Betrieb in Anwendungen, bei denen herkömmliche geschmierte Lager eine unzumutbare Wartungshäufigkeit erfordern oder die Prozessumgebung mit Fett oder Öl verunreinigen würden.
Der Flansch ist weit mehr als nur eine Positionierungshilfe – er verändert grundlegend die Funktion des Lagers in einer Baugruppe. Eine standardmäßige zylindrische Gleitbuchse oder ein Gleitlager nimmt nur radiale Belastungen auf: Kräfte, die senkrecht zur Wellenachse wirken. In dem Moment, in dem eine axiale Kraft eingeleitet wird – Schub von einem Schrägzahnrad, Kraft von einem Hebelarm, Federvorspannung entlang der Welle oder Schwerkraft, die auf eine vertikal ausgerichtete Welle einwirkt – verfügt eine Standardbuchse nicht über einen Mechanismus, um auf diese Kraft zu reagieren, und die Welle wandert axial, bis sie etwas anderes berührt, was normalerweise zu unbeabsichtigtem Kontakt, Geräuschen, Verschleiß oder Fehlausrichtung an anderer Stelle in der Baugruppe führt.
Der Flansch eines selbstschmierenden Flanschlagers behebt diese Einschränkung direkt. Die Flanschfläche, die gegen eine bearbeitete Gehäuseschulter gedrückt oder zwischen zwei Flächen in der Baugruppe eingefangen wird, reagiert mit ihrer gesamten Flächenfläche auf Axialkräfte und verteilt die Last über eine viel größere Fläche, als dies bei einem einfachen Endkontakt der Fall wäre. Dies reduziert gleichzeitig den Oberflächendruck (verlängert die Lagerlebensdauer unter kombinierter Belastung), verhindert eine axiale Wellenwanderung und bietet eine präzise, wiederholbare axiale Positionsreferenz für die Welle oder rotierende Komponente. In vielen Konstruktionen dient der Flansch auch als Anlaufscheibenoberfläche für die Stirnfläche eines rotierenden Bauteils, wodurch die Notwendigkeit einer separaten Anlaufscheibe entfällt, die Montage vereinfacht und gleichzeitig die Anzahl und Kosten der Komponenten reduziert werden.
Die Materialzusammensetzung eines selbstschmierenden Flanschlagers bestimmt praktisch alle Leistungsmerkmale – Belastbarkeit, Geschwindigkeitsbegrenzung, Temperaturbereich, chemische Beständigkeit und effektive Lebensdauer. Die wichtigsten Materialfamilien, die in wartungsfreien Flanschlagern verwendet werden, bieten jeweils ein eigenes Leistungsspektrum, das für spezifische Anwendungsbedingungen geeignet ist.
Die am weitesten verbreitete selbstschmierende Flanschlagerkonstruktion in anspruchsvollen Industrieanwendungen besteht aus einem Stahlträger – typischerweise kohlenstoffarmer Stahl oder Edelstahl – mit einer Zwischenschicht aus gesinterter Bronze, auf die eine Gleitschicht auf PTFE-Basis geklebt ist. Die PTFE-Schicht, typischerweise 0,01–0,03 mm dick und oft mit Füllstoffen wie Blei, Glasfaser oder Kohlefaser modifiziert, um die Belastbarkeit und Verschleißfestigkeit zu verbessern, sorgt für die selbstschmierende Oberfläche. Diese dreischichtige Konstruktion – Stahl/Bronze/PTFE – kombiniert die strukturelle Festigkeit des Stahlträgers zur Bewältigung hoher Belastungen mit den außergewöhnlich geringen Reibungs- und Chemikalienbeständigkeitseigenschaften von PTFE. Diese Lager arbeiten effektiv bei statischen Belastungen von bis zu 250 MPa, dynamischen Belastungen von bis zu 140 MPa, Temperaturen von -200 °C bis 280 °C und PV-Werten (Druck × Geschwindigkeit) von bis zu ca. 0,10 MPa·m/s, wodurch sie für ein sehr breites Spektrum industrieller Schwenk- und Schwinganwendungen geeignet sind.
Selbstschmierende Flanschlager aus Sinterbronze werden hergestellt, indem Bronzepulver in eine Flanschlagerform verdichtet und bei hoher Temperatur gesintert wird, um eine poröse Metallstruktur zu erzeugen. Die Poren, die typischerweise 20–30 % des Lagervolumens ausmachen, werden dann unter Vakuum mit Schmieröl imprägniert. Während des Betriebs pumpt die Wärmeausdehnung des Lagermaterials bei Erwärmung eine kleine Menge Öl aus den Poren zur Lageroberfläche und schmiert so die Welle. Da das Lager während der Ruhephasen abkühlt, wird das Öl wieder absorbiert. Dieser selbstnachfüllende Ölversorgungsmechanismus ermöglicht einen wartungsfreien Betrieb von Sinterbronze-Flanschlagern über Millionen von Zyklen bei Anwendungen mit mäßiger Belastung und mäßiger Drehzahl. Sie sind wirtschaftlich, bewährt und werden häufig in Haushaltsgeräten, Elektrowerkzeugen, Automobilzubehör und allgemeinen Maschinen mit moderaten PV-Anforderungen eingesetzt.
Flanschlager aus massiver Bronze mit Graphitstopfen, die in bearbeitete Löcher in der Lageroberfläche eingepresst sind, stellen eine erstklassige Option für Hochtemperatur- und Hochlastanwendungen dar, bei denen Schmiermittel auf Ölbasis oxidieren oder verdampfen würden und PTFE-ausgekleidete Lager thermisch überbeansprucht würden. Die Graphitstopfen übertragen während der Rotation oder Oszillation einen Festschmierstofffilm auf die Gegenoberfläche der Welle und halten die Schmierung bei kontinuierlichen Temperaturen von bis zu 400 °C oder höher aufrecht, abhängig von der spezifischen verwendeten Graphitverbindung. Diese Lager kommen häufig in Industrieöfen, Brennöfen, Hochtemperatur-Fördersystemen, Stahlwerksanlagen und Glasherstellungsmaschinen zum Einsatz, wo die Betriebsumgebung kein organisches Schmiermittel zulässt und eine wirklich anorganische, hochtemperaturtaugliche Lagerlösung erfordert.
Selbstschmierende Flanschlager aus technischen Polymeren – darunter PEEK, Acetal (POM), Nylon (PA), UHMWPE und PTFE-Verbindungen – bieten Korrosionsfestigkeit, elektrische Isolierung, geringes Gewicht und chemische Beständigkeit, die metallische Lager nicht erreichen können. Polymer-Flanschlager sind die Standardwahl für Lebensmittelverarbeitungsmaschinen (wo laut Lebensmittelsicherheitsvorschriften eine metallfreie Konstruktion erforderlich ist), Schiffs- und Offshore-Anwendungen (wo Meerwasser metallische Alternativen angreifen würde), chemische Verarbeitungsgeräte und medizinische Geräte. Polymerlager haben in der Regel eine geringere Belastbarkeit und Wärmeleitfähigkeit als metallische Typen, bieten aber innerhalb ihres Designbereichs eine hervorragende Leistung und erfordern im Betrieb keine Wartung.
Die Auswahl des am besten geeigneten selbstschmierenden Flanschlagermaterials für eine Anwendung erfordert den Vergleich der wichtigsten Leistungsparameter jedes Typs mit den spezifischen Betriebsanforderungen. Die folgende Tabelle fasst die wichtigsten Leistungsmerkmale der wichtigsten Lagerwerkstofffamilien zusammen:
| Materialtyp | Maximale Belastung (MPa) | Temperaturbereich (°C) | Korrosionsbeständigkeit | Am besten für |
| Stahl/Bronze/PTFE | 140–250 | -200 bis 280 | Gut (SS-Unterstützung: ausgezeichnet) | Hochlastschwenkbar, schwenkbar |
| Gesinterte Bronze/Öl | 30–80 | -20 bis 120 | Mäßig | Mäßig speed, general machinery |
| Massive Bronze/Graphit | 80–200 | -50 bis 400 | Gut | Hochtemperatur-Schwerindustrie |
| Technisches Polymer | 10–60 | -40 bis 250 | Ausgezeichnet | Lebensmittel, Chemie, Marine, Medizin |
| PEEK-Verbundwerkstoff | 40–100 | -60 bis 250 | Ausgezeichnet | Hochleistungspolymeranwendungen |
Selbstschmierende Flanschbuchsen werden nach standardisierten Maßreihen hergestellt, die die Austauschbarkeit und das Gehäusedesign vereinfachen. Das Verständnis der wichtigsten Abmessungsparameter und relevanten Normen ermöglicht es Ingenieuren, Lager korrekt zu spezifizieren und sie von mehreren qualifizierten Lieferanten zu beziehen.

Ölfreie Flanschlager finden überall dort Anwendung, wo Wellenunterstützung bei gleichzeitiger axialer Führung und wartungsfreiem Betrieb erforderlich sind. Die Vielfalt der Branchen und Anwendungen, in denen diese Lager spezifiziert sind, spiegelt den universellen Reiz wider, den Schmierungsaufwand zu eliminieren und gleichzeitig die Fähigkeit zur axialen Beschränkung zu erhöhen.
Zu den Automobilanwendungen gehören Drehgelenke von Querlenkern, Lenkgestängegelenke, Drehgelenke des Drosselklappengehäuses, Türscharnierstifte, Sitzverstellmechanismen und Bremspedaldrehpunkte – alles Orte, an denen ein regelmäßiger Schmierzugang unpraktisch ist und an denen eine Kombination aus radialer und axialer Lastunterstützung erforderlich ist. PTFE-Flanschlager mit Stahlrücken sind in diesen Anwendungen der Standard, da sie den kombinierten Radial- und Schubbelastungen der Aufhängungsgeometrie standhalten, über den gesamten Temperaturbereich des Automobils zuverlässig funktionieren und über die gesamte Lebensdauer des Fahrzeugs keine Wartung erfordern.
Bei landwirtschaftlichen Geräten, darunter Drehgelenke für Sämaschinen, Drehgelenke für Schneidwerks-Hubarme, Drehgelenke für Mähdrescher-Rotor und Grubber-Werkzeugleistenverbindungen, sind verunreinigte Umgebungen mit Erde, Staub, Wasser und Agrochemikalien vorhanden, die herkömmliche Fettschmierung schnell aus einem Standardlager entfernen würden. Selbstschmierende Flanschlager – insbesondere Bronze-/Graphitlager wegen ihrer Schmutztoleranz und PTFE-ausgekleidete Lager wegen ihrer chemischen Beständigkeit – sorgen für einen zuverlässigen, wartungsfreien Betrieb unter diesen harten Bedingungen. Drehpunkte von Baumaschinen an Baggerarmen, Ladegestängen und Walzenlagern von Walzenzügen profitieren ebenfalls von wartungsfreien Flanschlagerlösungen, die den Schmierwartungsaufwand in abgelegenen Baustellenumgebungen eliminieren.
Lebensmittelverarbeitungsmaschinen benötigen Lager, die in Zonen, in denen ein Kontakt mit Lebensmitteln möglich ist, ohne das Risiko einer Fett- oder Ölkontamination funktionieren, die Reinigung mit aggressiven Reinigungschemikalien vertragen und die Lebensmittelsicherheitsvorschriften für Materialien wie FDA 21 CFR und EU 10/2011 für Lebensmittelkontaktmaterialien erfüllen. Selbstschmierende Polymer-Flanschlager – insbesondere Acetal-, UHMWPE- und lebensmitteltaugliche PTFE-Verbundlager – erfüllen alle diese Anforderungen. Ihre Immunität gegenüber den bei der Reinigung von Lebensmittelanlagen verwendeten Säuren, Laugen und Desinfektionsmitteln sowie ihr wartungsfreier Betrieb machen sie zur Standardlagerspezifikation für Förderkettenglieder, Mischpaddel, Nockenstößel von Abfüllmaschinen und Drehgelenke von Portioniergeräten.
Roboterarmgelenke, lineare Führungszapfen, Greifmechanismen und Förderbandübertragungsgelenke in automatisierten Fertigungssystemen erfordern eine präzise, wiederholbare Lagerleistung ohne Schmierwartung – Schmierintervalle sind mit dem kontinuierlichen, unbeaufsichtigten Betrieb automatisierter Produktionslinien nicht vereinbar. Selbstschmierende Flanschlager liefern die Maßgenauigkeit und Positionswiederholgenauigkeit, die für eine konstante Roboterleistung erforderlich sind, während der Flansch die axiale Positionspräzision bietet, die für die Aufrechterhaltung der Tool Center Point (TCP)-Genauigkeit über Millionen von Zyklen hinweg unerlässlich ist.
Selbst das hochwertigste selbstschmierende Flanschlager weist bei unsachgemäßem Einbau eine mangelhafte Leistung auf oder fällt vorzeitig aus. Die folgenden Installationspraktiken sind unerlässlich, um die volle geplante Lebensdauer dieser Komponenten zu erreichen.
Da von zahlreichen Herstellern zahlreiche Materialtypen, Größenbereiche und Leistungsklassen erhältlich sind, folgt die Auswahl des optimalen selbstschmierenden Flanschlagers für ein neues Design oder eine Ersatzanwendung einem systematischen Bewertungsprozess. Das Durcharbeiten der folgenden Parameter in der richtigen Reihenfolge bietet einen strukturierten Weg zur richtigen Spezifikation:

Materialstruktur: Aluminiumgussbronze CuZn25Al6Fe3Mn3, mit Graphiteinsatz. Anwendungs...
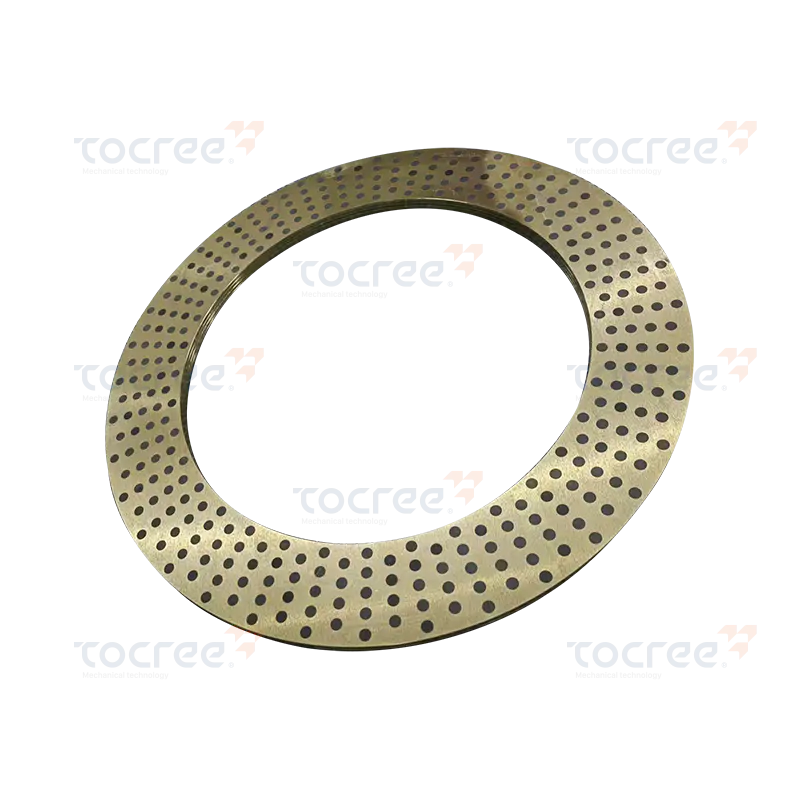
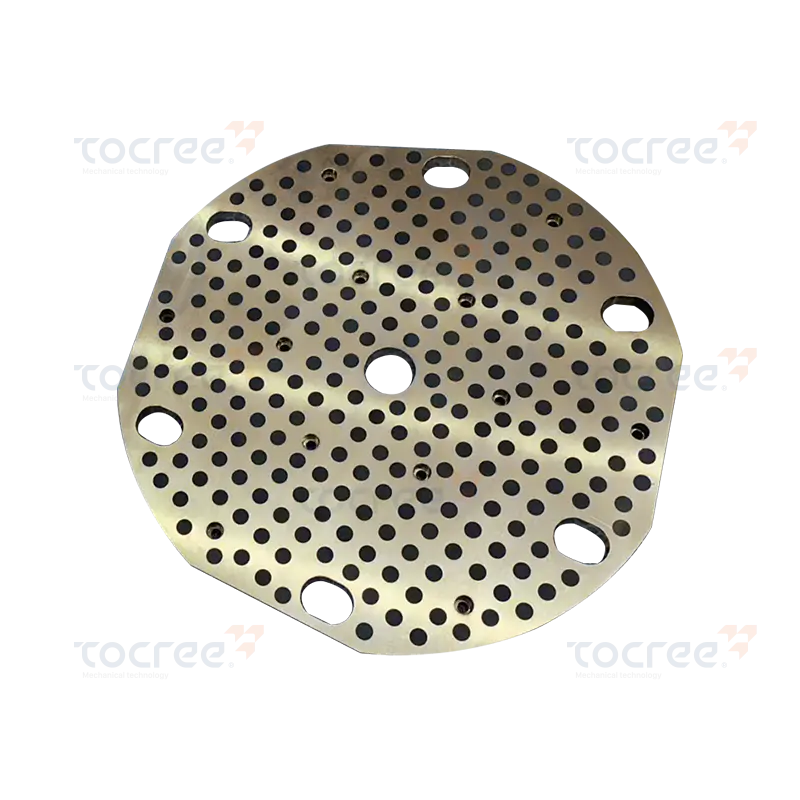
Feste selbstschmierende Kupferringe sind Hochleistungskomponenten, die durch Präzisionsbearbeitun...

Die achteckige Buchse aus CuSn6Zn6Pb3 (Zinnbronze) und Graphit-Präzisionsbearbeitung ist ein selb...
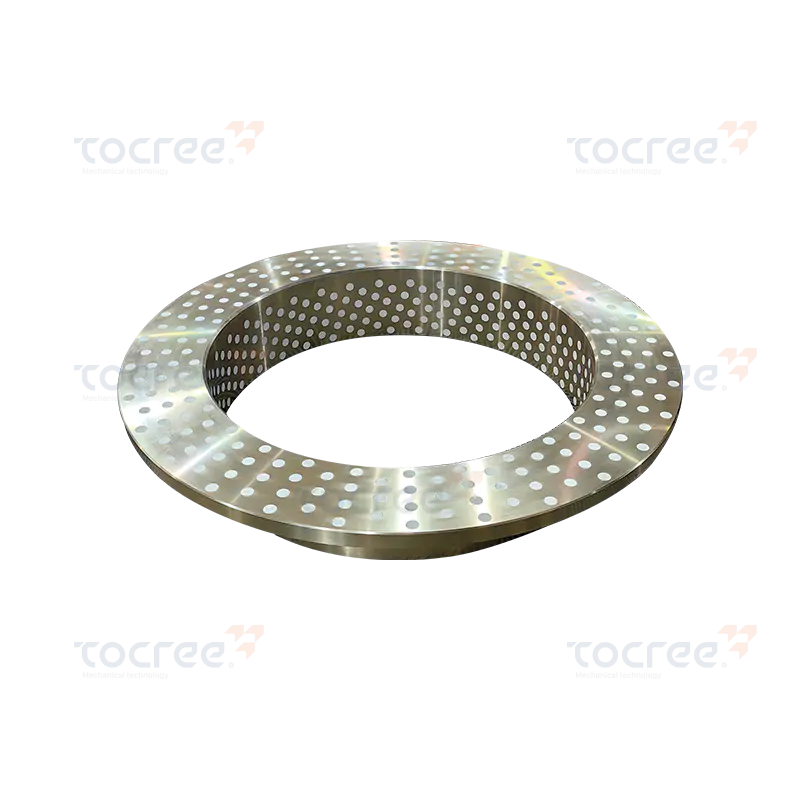
Die PTFE-Einflansch-Vollselbstschmierkupferhülse ist ein mechanisches Hochleistungsbauteil. Es wi...

Das selbstschmierende Einflanschlager (mit Graphiteinbettung) ist eine leistungsstarke, solide, s...
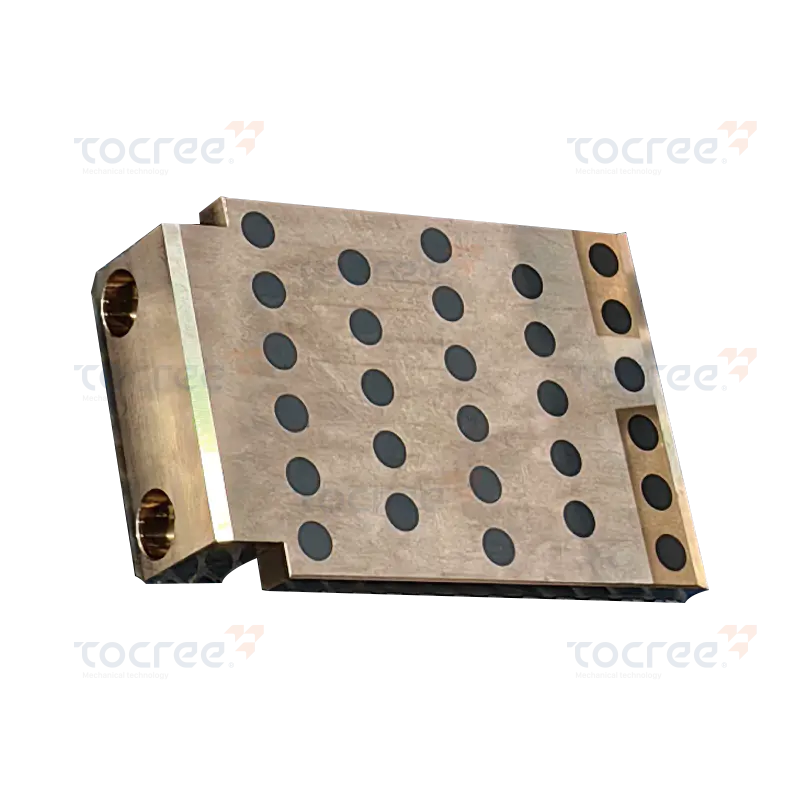
Der L-förmige feste selbstschmierende Schieber wird durch Einbetten von hochreinem Graphit-Festsc...

Diese kugelförmige selbstschmierende Kupferhülse besteht aus hochfestem Messing als Grundmaterial...
Die Graphitdichtung auf Kupferbasis besteht aus einer hochwertigen Kupfer-Zink-Legierung als Grun...
Urheberrecht © 2025 Jiashan Tocree Machinery Co., Ltd. Alle Rechte vorbehalten.
