 English
English 中文简体
中文简体 Deutsch
Deutsch عربى
عربىAuf alle Fragen und Rückmeldungen von Kunden antworten wir geduldig und gewissenhaft.
Materialstruktur: Aluminiumgussbronze CuZn25Al6Fe3Mn3, mit Graphiteinsatz. Anwendungs...
Wenn Leute darüber reden Mechanische Teile aus Aluminiumlegierungsstahl Sie beziehen sich in der Regel auf präzisionsgefertigte Komponenten aus Aluminiumlegierungen, legierten Stählen oder einer Kombination aus beiden innerhalb derselben Baugruppe. Diese Teile sind das Rückgrat moderner mechanischer Systeme – sie finden sich in allen Bereichen, von Automobilantriebssträngen und Flugzeugrahmen bis hin zu Industriemaschinen, Robotik und Unterhaltungselektronik. Der Begriff umfasst eine große Familie von Komponenten, darunter Halterungen, Gehäuse, Wellen, Zahnräder, Flansche, Befestigungselemente und Strukturrahmen, die alle aus technischen Metalllegierungen hergestellt werden, die aufgrund ihrer spezifischen mechanischen Eigenschaften ausgewählt werden.
Aluminiumlegierungen sind metallische Werkstoffe, in denen Aluminium das Hauptelement ist, kombiniert mit Kupfer, Magnesium, Silizium, Zink oder Mangan, um die Festigkeit, Härte oder Korrosionsbeständigkeit zu erhöhen. Legierte Stähle hingegen sind Materialien auf Eisenbasis mit bewussten Zusätzen von Chrom, Nickel, Molybdän oder Vanadium, um die Zähigkeit, Verschleißfestigkeit oder Härtbarkeit über das hinaus zu verbessern, was Kohlenstoffstahl allein bieten kann. Das Verständnis, welches Material zu welchem Teil einer mechanischen Baugruppe gehört, ist der Ausgangspunkt für jede erfolgreiche Konstruktions- oder Beschaffungsentscheidung.
Die Wahl zwischen Aluminiumlegierung und legiertem Stahl für ein mechanisches Teil ist nicht nur eine Frage der Wahl des stärkeren Materials. Dabei müssen Gewicht, Festigkeit, Bearbeitbarkeit, Kosten und die spezifischen Anforderungen der Betriebsumgebung in Einklang gebracht werden. Die beiden Materialfamilien unterscheiden sich in jeder dieser Dimensionen erheblich.
| Eigentum | Aluminiumlegierung | Legierter Stahl |
| Dichte | ~2,7 g/cm³ (leicht) | ~7,8 g/cm³ (schwer) |
| Zugfestigkeit | 200–700 MPa | 500–1900 MPa |
| Korrosionsbeständigkeit | Hervorragend (natürliche Oxidschicht) | Mäßig (Beschichtung erforderlich) |
| Bearbeitbarkeit | Sehr einfache, schnelle Schnittgeschwindigkeit | Mittel bis schwierig |
| Wärmeleitfähigkeit | Hoch (~160 W/m·K) | Niedrig (~30–50 W/m·K) |
| Verschleißfestigkeit | Niedriger (kann durch Eloxieren verbessert werden) | Hoch (insbesondere gehärtete Sorten) |
| Relative Kosten | Höhere Rohstoffkosten | Im Allgemeinen niedriger pro kg |
In der Praxis dominieren Teile aus Aluminiumlegierungen überall dort, wo Gewichtseinsparungen Priorität haben – bei Strukturen in der Luft- und Raumfahrt, bei Fahrzeugaufhängungskomponenten, Fahrradrahmen und Gehäusen für tragbare Geräte. Teile aus legiertem Stahl kommen dort zum Einsatz, wo hohe Belastbarkeit, Dauerfestigkeit oder Oberflächenhärte nicht verhandelbar sind – klassische Beispiele sind Getriebe, Kurbelwellen, Hochleistungsbefestigungen und Schneidwerkzeuge.
Nicht alle Aluminiumlegierungen und legierten Stähle sind gleich. Innerhalb jeder Familie werden spezifische Klassen für bestimmte mechanische Aufgaben formuliert, und die Angabe der falschen Klasse ist einer der häufigsten und kostspieligsten Fehler bei der Teilebeschaffung.
Das Bearbeitungsverhalten von Aluminiumlegierungen und legierten Stählen unterscheidet sich grundlegend. Das Verständnis dieser Lücke hilft sowohl Ingenieuren, die Teile entwerfen, als auch Käufern, die Angebote bewerten. Bearbeitungskosten, Durchlaufzeiten und erreichbare Toleranzen hängen stark vom jeweiligen Material ab.
Aluminium ist eines der am besten bearbeitbaren Metalle, die es gibt. Das CNC-Fräsen und -Drehen von Aluminiumlegierungen kann mit Schnittgeschwindigkeiten erfolgen, die drei- bis fünfmal schneller sind als die von Stahl, wodurch Zykluszeiten und Werkzeugverschleiß drastisch reduziert werden. Sowohl Werkzeuge aus Hartmetall als auch aus Schnellarbeitsstahl (HSS) eignen sich gut. Die größten Herausforderungen bei der Aluminiumbearbeitung sind die Aufbauschneide (BUE), bei der weiches Aluminium am Schneidwerkzeug haften bleibt, und die Tendenz des Materials, lange, zähe Späne zu erzeugen, die sich in der Maschine verfangen können. Werkzeuge mit hohem Spanwinkel, polierte Spannuten und ausreichender Kühlmittelfluss sind die Standardlösungen. Enge Toleranzen von bis zu ±0,01 mm sind auf gut gewarteten CNC-Geräten routinemäßig erreichbar.
Legierte Stähle sind deutlich schwieriger zu bearbeiten, insbesondere im wärmebehandelten oder gehärteten Zustand. Die Schnittgeschwindigkeiten müssen reduziert werden, Hartmetallwerkzeuge sind für Produktionsmengen zwingend erforderlich und die Werkzeugstandzeit ist erheblich kürzer als bei Aluminium. Härtere Sorten wie D2-Werkzeugstahl erfordern oft Schleifen oder Erodieren (Funkenerosion) statt konventionellem Schneiden. Der Vorteil besteht darin, dass legierter Stahl bei Schnittkräften engere Toleranzen einhält als Aluminium und die fertigen Oberflächen weniger anfällig für Gratbildung an scharfen Kanten sind. Bei großvolumigen Stahlteilen ist die Optimierung der Schnittparameter, der Werkzeuggeometrie und der Kühlmittelstrategie von entscheidender Bedeutung, um die Kosten pro Teil unter Kontrolle zu halten.

Roh bearbeitete Teile aus Aluminiumlegierungen und Stahl werden selten ohne irgendeine Form der Oberflächenbehandlung verwendet. Die richtige Behandlung kann die Lebensdauer erheblich verlängern, die Korrosionsbeständigkeit verbessern, die Reibung verringern und das Erscheinungsbild verbessern – und das alles, ohne die Kerngeometrie des Teils zu verändern.
Selbst die am besten spezifizierten und am besten gefertigten mechanischen Teile aus Aluminiumlegierungen und legiertem Stahl werden mit der Zeit verschleißen, korrodieren oder ermüden, wenn sie nicht ordnungsgemäß gewartet werden. Ein strukturierter Wartungsansatz verlängert die Lebensdauer, reduziert ungeplante Ausfallzeiten und warnt frühzeitig vor drohenden Ausfällen.
Untersuchen Sie tragende und verschleißbeanspruchte Teile regelmäßig auf sichtbare Verschleißerscheinungen: Oberflächennarben oder weiße Pulverablagerungen auf Aluminiumteilen weisen auf Korrosion hin; Roststreifen oder Abplatzungen auf Stahlteilen weisen auf eine Beschädigung der Beschichtung hin. Maßkontrollen an kritischen Merkmalen – Wellendurchmesser, Bohrungsabmessungen, Gewindeeingriffslängen – sollten in geplanten Abständen mit kalibrierten Messgeräten durchgeführt werden. Jede Messung, die außerhalb der ursprünglichen Designtoleranz liegt, ist ein Grund für einen Austausch, nicht nur eine Beobachtung.
Gleitende und rotierende Teile aus legiertem Stahl erfordern eine gleichmäßige Schmierung, um adhäsiven und abrasiven Verschleiß zu minimieren. Der richtige Schmierstofftyp (Fett, Öl oder Trockenfilm) und das Nachschmierintervall sollten sich an den Spezifikationen des OEM orientieren – die Verwendung einer falschen Viskosität oder eine Überfettung abgedichteter Lager sind häufige Wartungsfehler, die den Verschleiß beschleunigen, anstatt ihn zu verhindern. Bei Aluminiumteilen, die gegen Stahl laufen, muss die galvanische und tribologische Verträglichkeit berücksichtigt werden; Aluminium-auf-Stahl-Gleitkontakte profitieren häufig von Trockenfilmschmiermitteln auf PTFE- oder Molybdändisulfidbasis (MoS₂) anstelle von herkömmlichem Öl.
Hochzyklische Ermüdung ist ein stiller Versagensmodus sowohl bei Teilen aus Aluminiumlegierung als auch bei Teilen aus legiertem Stahl, die wiederholter Belastung ausgesetzt sind. Risse beginnen bei Spannungskonzentrationen – Löcher, Keilnuten, scharfe Ecken, Oberflächenkratzer – und breiten sich mit jedem Lastzyklus aus, bis es zu einem plötzlichen Bruch kommt. Mit Methoden der zerstörungsfreien Prüfung (NDT), einschließlich der Farbeindringprüfung (DPI) für Aluminium und der Magnetpulverprüfung (MPI) für Stahl, können Oberflächenrisse erkannt werden, bevor sie eine kritische Länge erreichen. Für sicherheitskritische Teile in Luft- und Raumfahrt-, Automobil- oder Schwermaschinenanwendungen sollte NDT in geplanten Überholungsverfahren in Intervallen integriert werden, die durch die Ermüdungslebensdaueranalyse der Komponente definiert werden.

Materialstruktur: Aluminiumgussbronze CuZn25Al6Fe3Mn3, mit Graphiteinsatz. Anwendungs...
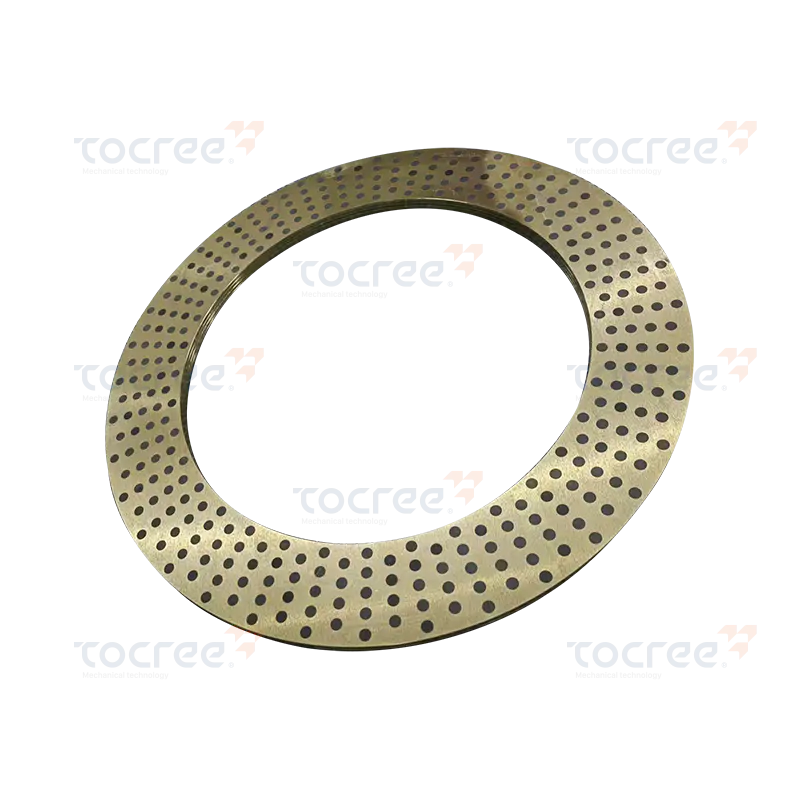
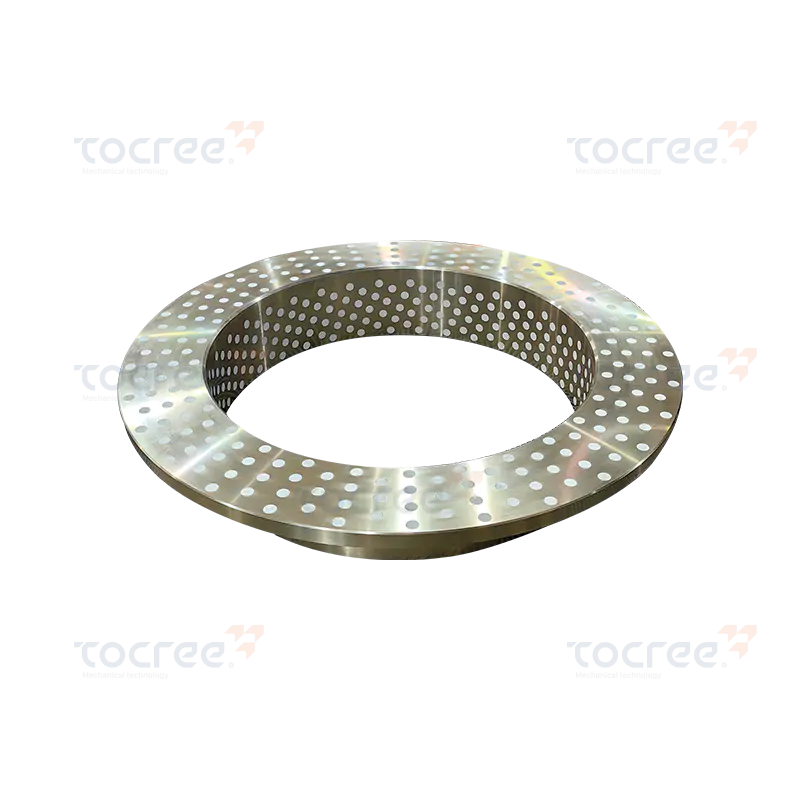
Feste selbstschmierende Kupferringe sind Hochleistungskomponenten, die durch Präzisionsbearbeitun...

Die achteckige Buchse aus CuSn6Zn6Pb3 (Zinnbronze) und Graphit-Präzisionsbearbeitung ist ein selb...
Die PTFE-Einflansch-Vollselbstschmierkupferhülse ist ein mechanisches Hochleistungsbauteil. Es wi...

Das selbstschmierende Einflanschlager (mit Graphiteinbettung) ist eine leistungsstarke, solide, s...
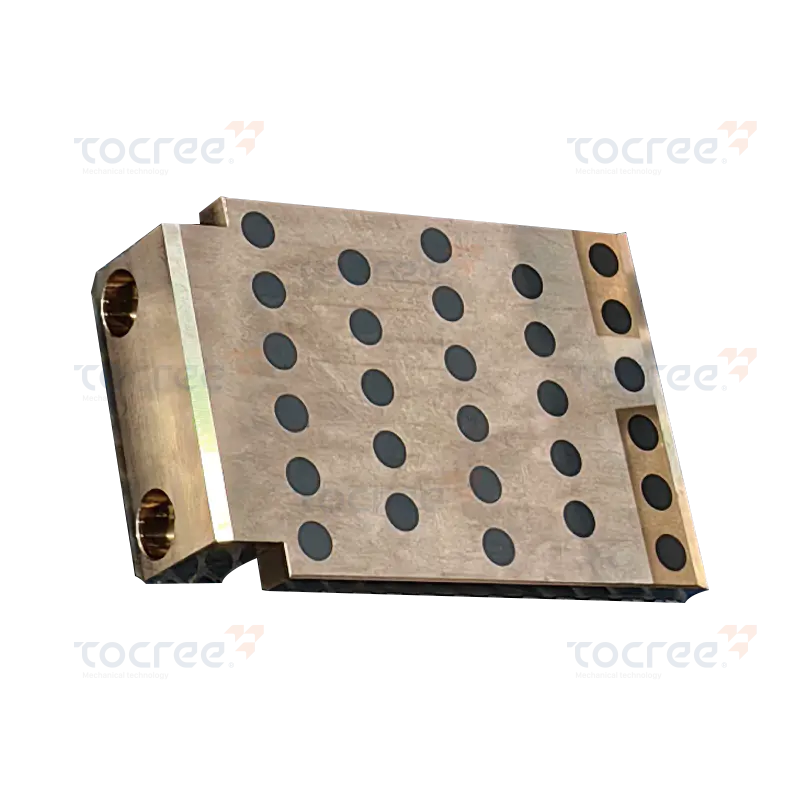
Der L-förmige feste selbstschmierende Schieber wird durch Einbetten von hochreinem Graphit-Festsc...

Diese kugelförmige selbstschmierende Kupferhülse besteht aus hochfestem Messing als Grundmaterial...
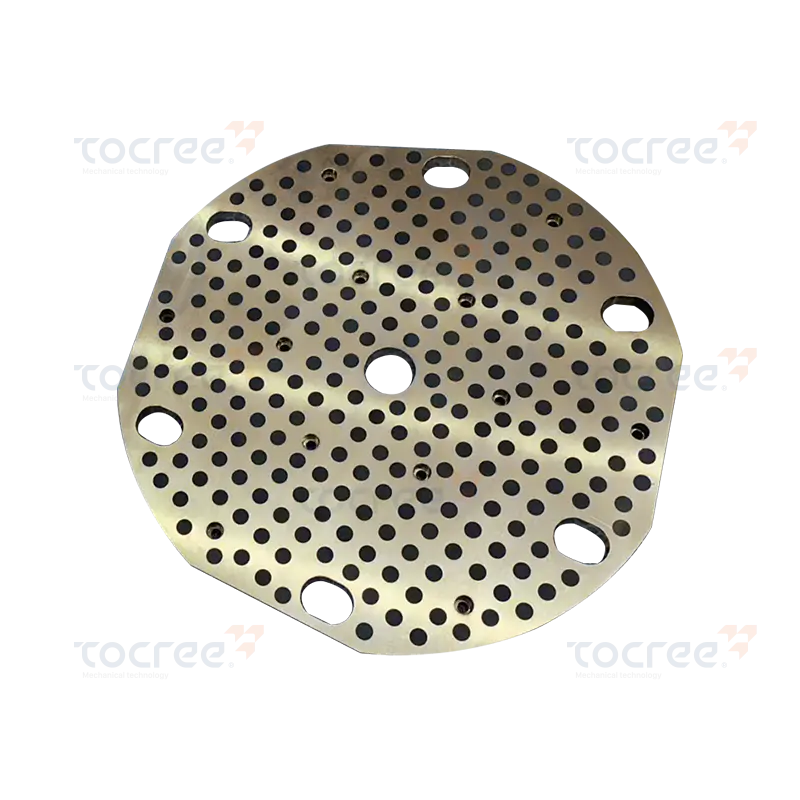
Die Graphitdichtung auf Kupferbasis besteht aus einer hochwertigen Kupfer-Zink-Legierung als Grun...
Urheberrecht © 2025 Jiashan Tocree Machinery Co., Ltd. Alle Rechte vorbehalten.
